
Page 14 - ISCARs-solutions-for-Heavy-Machining-2022
P. 14
Heavy Machining
HEAVY
ype f W
T Type f Wear and Remedy
ear and R
emedy
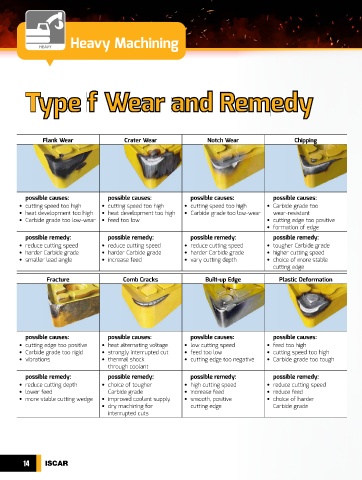
Flank Wear Crater Wear Notch Wear Chipping
possible causes: possible causes: possible causes: possible causes:
• cutting speed too high • cutting speed too high • cutting speed too high • Carbide grade too
• heat development too high • heat development too high • Carbide grade too low-wear wear-resistant
• Carbide grade too low-wear • feed too low • cutting edge too positive
• formation of edge
possible remedy: possible remedy: possible remedy: possible remedy:
• reduce cutting speed • reduce cutting speed • reduce cutting speed • tougher Carbide grade
• harder Carbide grade • harder Carbide grade • harder Carbide grade • higher cutting speed
• smaller lead angle • increase feed • vary cutting depth • choice of more stable
cutting edge
Fracture Comb Cracks Built-up Edge Plastic Deformation
possible causes: possible causes: possible causes: possible causes:
• cutting edge too positive • heat alternating voltage • low cutting speed • feed too high
• Carbide grade too rigid • strongly interrupted cut • feed too low • cutting speed too high
• vibrations • thermal shock • cutting edge too negative • Carbide grade too tough
through coolant
possible remedy: possible remedy: possible remedy: possible remedy:
• reduce cutting depth • choice of tougher • high cutting speed • reduce cutting speed
• lower feed Carbide grade • increase feed • reduce feed
• more stable cutting wedge • improved coolant supply • smooth, positive • choice of harder
• dry machining for cutting edge Carbide grade
interrupted cuts
14 ISCAR