
Page 94 - Demo
P. 94
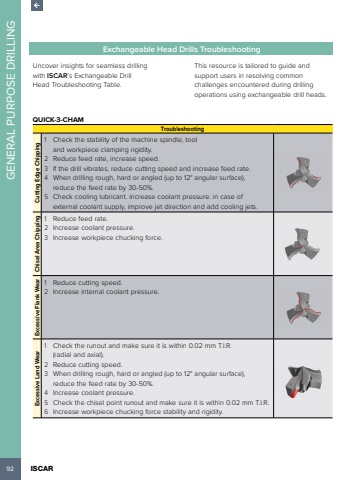
92 ISCAR GENERAL PURPOSE DRILLINGExchangeable Head Drills TroubleshootingUncover insights for seamless drilling with ISCAR%u2019s Exchangeable Drill Head Troubleshooting Table. This resource is tailored to guide and support users in resolving common challenges encountered during drilling operations using exchangeable drill heads.QUICK-3-CHAMTroubleshootingCutting Edge Chipping1 Check the stability of the machine spindle, tool and workpiece clamping rigidity.2 Reduce feed rate, increase speed.3 If the drill vibrates, reduce cutting speed and increase feed rate.4 When drilling rough, hard or angled (up to 12%u00b0 angular surface), reduce the feed rate by 30-50%.5 Check cooling lubricant. increase coolant pressure. in case of external coolant supply, improve jet direction and add cooling jets.Chisel Area Chipping1 Reduce feed rate.2 Increase coolant pressure.3 Increase workpiece chucking force.Excessive Flank Wear 1 Reduce cutting speed.2 Increase internal coolant pressure.Excessive Land Wear1 Check the runout and make sure it is within 0.02 mm T.I.R.(radial and axial).2 Reduce cutting speed.3 When drilling rough, hard or angled (up to 12%u00b0 angular surface), reduce the feed rate by 30-50%.4 Increase coolant pressure.5 Check the chisel point runout and make sure it is within 0.02 mm T.I.R.6 Increase workpiece chucking force stability and rigidity.
